
QB/T 36 58-1999 木家具.公差与配合/沙发疲劳测试仪
1 主题内容与适用范围
本标准规定了木家具的公差与配合及其术语、定义和基本规定。
本标准适用于木家具和其他家具木制件的表面或结构的尺寸公差,以及由它们组成的配合。其他木制品和木制件可参照执行。
2引用标准
GB/T 3324 木家具
3术语殛定义
3.1 尺寸:用特定单位表示长度值的数字。
3.2孔:主要指由一个或数个单一尺寸组成的包容表面。
3+3轴:主要指由一个或数个单一尺寸组成的被包容表面。
3.4基本尺寸:设计所给定的尺寸。
3.5实际尺寸:通过测量所得的尺寸。
3.6极限尺寸:允许尺寸变化的两个界限值,它以基本尺寸为基数来确定。两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
3.7尺寸偏差(简称偏差):某一尺寸减其基本尺寸所得的代数差。
最大极限尺寸减其基本尺寸所得的代数差称为上偏差;最小极限尺寸减其基本尺寸所得的代数差称为下偏差;上偏差与下偏差统称为极限偏差。实际尺寸减其基本尺寸所得的代数差称为实际偏差。偏差可以为正、负或零值。
3.8尺寸公差(简称公差):允许尺寸的变动量。/沙发疲劳测试仪
公差等于最大极限尺寸与最小极限尺寸之代数差;也等于上偏差与下偏差之代数差。尺寸公差总是正值。
3.9零线:在公差与配合图解(简称公差带图)中,确定偏差的一条基准直线,即零偏差线。通常零线表示基本尺寸。
3. 10尺寸公差带(简称公差带):在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。
图l是用来说明上述术语及其相互关系的。为简化起见,在实用中,一般以公差带图(图2)来表示。
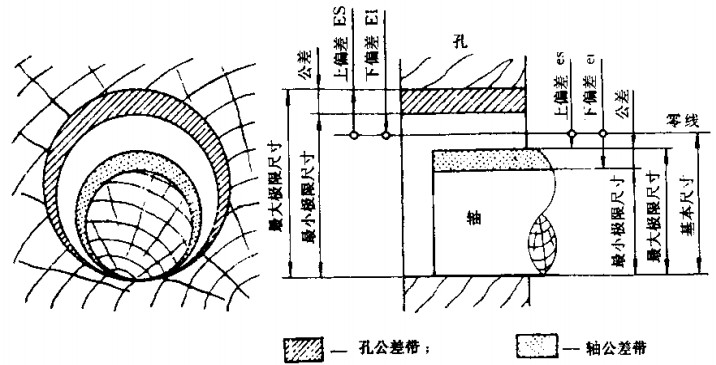
图l公差与配合的示意图
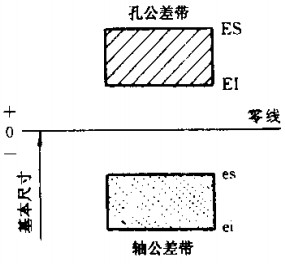
图2公差带图
3. 11 标准公差:本标准表列的用以确定公差带大小的任一公差。
3. 12公差单位:计算标准公差的基本单位,它是基本尺寸的函数。
3+13公差等级:确定尺寸精确程度的等级。
属于同一公差等级的公差,对所有基本尺寸,虽数值不同,但被认为具有同等的精确程度。
3. 14基本偏差:本标准表列的,用以确定公差带相对于零线位置的上偏差或下偏差,一般为靠近零线的那个偏篮(图3)。
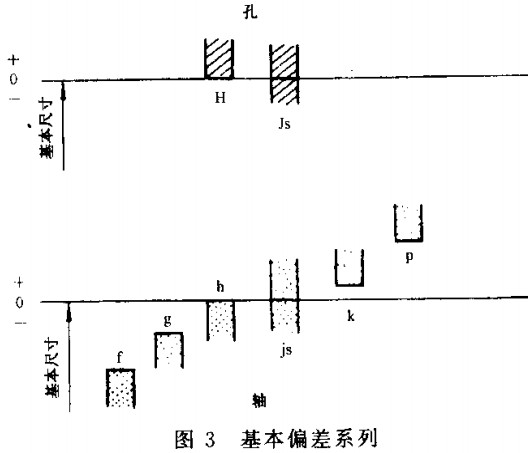
图3基本偏差系列
3. 15配合:基本尺寸相同的,相互结合的孔和轴公差带之间的关系。
3. 16间隙或过盈:孔的尺寸减去相配合的轴的尺寸所得的代数差。此差值为正时是间隙;为负时是过盈。
3. 17间隙配合:具有间隙(包括最小间隙等于零)的配合。此时,孔的公差带在轴的公差带之上(图4).
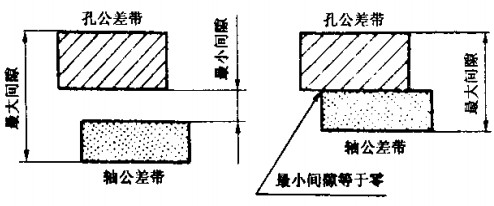
图4 间隙配合
3. 17间隙配合:具有过盈(包过最小过盈等于零)的配合,此时,孔的公差带在轴的公差带之下(图5).
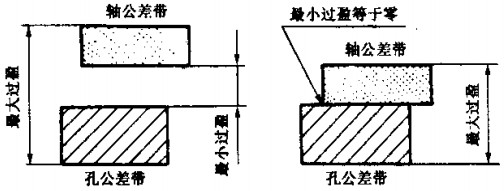
图5 过盈配合
3. 19过渡配合:可能具有间隙或过盈的配合。此时,孔的公差带与轴的公差带相互交叠(图6)。
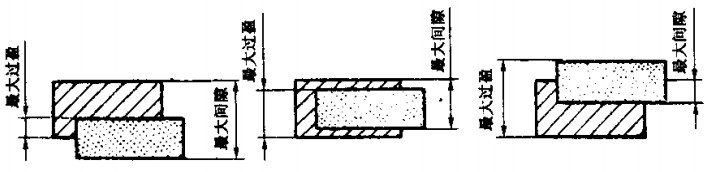
图6过渡配合
3. 20最小间隙:对间隙配合,孔的最小极限尺寸减轴的最大极限尺寸所得的代数差(图4)。
3. 21最大间隙:对间隙配合或过渡配台,孑L的最大极限尺寸减轴的最小极限尺寸所得的代数差(图4和图6)。
3. 22晟小过盈:对过盈配合,孔的最大极限尺寸减轴的最小极限尺寸所得的代数差(图5)。
3. 23最大过盈:对过盈配合或过渡配合,孔的最小极限尺寸减轴的最大极限尺寸所得的代数差(图5和图6)。
3. 24配合公差:允许间隙或过盈的变动量。
配合公差对间隙配合,等于最大间隙与最小间隙之代数差,对过盈配合,等于最小过盈弓最大过盈之代数差;对过渡配合,等于最大间隙与最大过盈之代数差。
配合公差又等于相互配合的孔公差与轴公差之和。
配合公差总是正值。
3. 25基孔制;基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的一种制度。
基孔制的孔为基准孔。本标准规定的墓准孔。其下偏差为零(图7)。
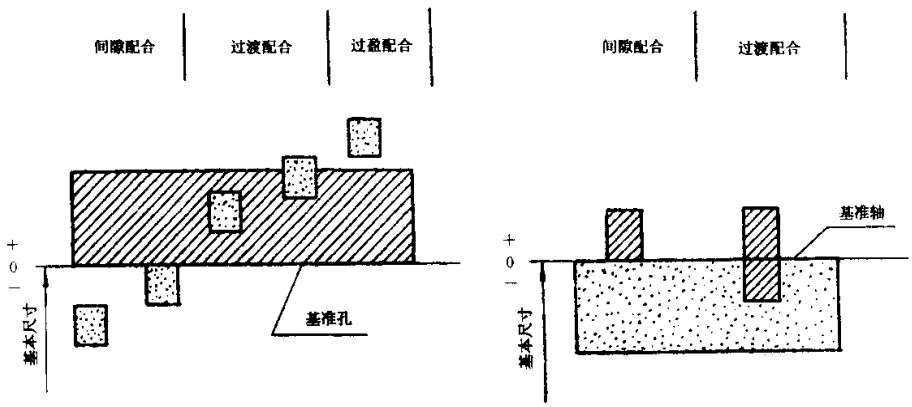
图7基孔制和基轴制
3. 26基轴制;基本偏差为一定的轴的公差带。与不同基本偏差的孔的公差带形成各种配合的一种制度。
基轴制的轴为基准轴。本标准规定的基准轴,其上偏差为零(图7)。
4基本规定
4.1 基本尺寸分段/沙发疲劳测试仪
对基本尺寸的分段规定见表1。
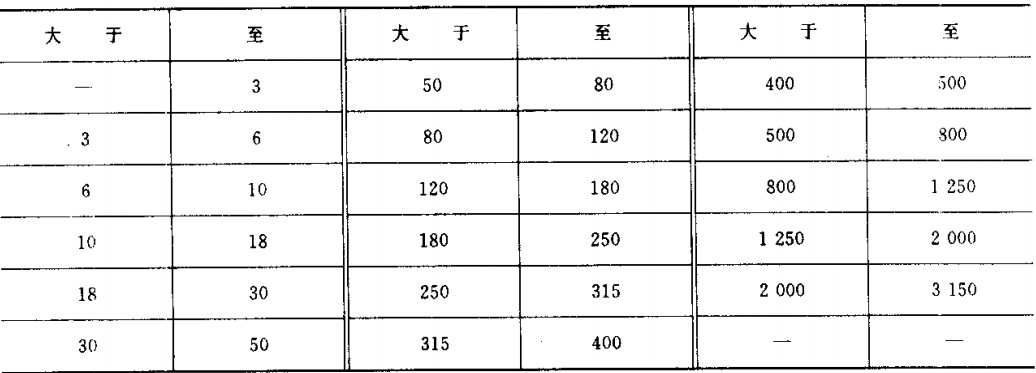
表1基本尺寸分段 mm
4.2标准公差的等级、代号及数值
标准公差分7级:WITl至WIT7。WIT表示木制品的标准公差(简称标准公差)。公差等级的代号用阿拉伯数字表示,从WITI至WIT7等级依次降低。标准公差的计算公式见附录A,各级木制品标准公差的数值规定见表2。
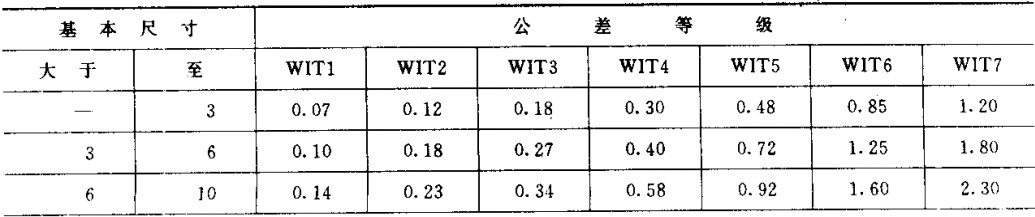
表2标准公差数值 mm
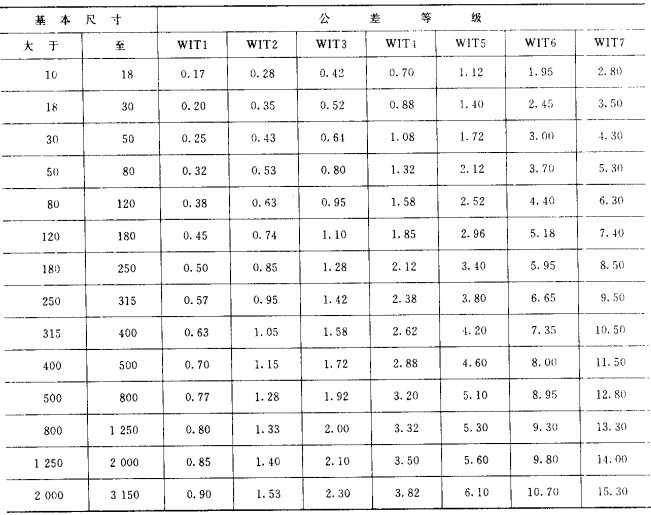
续表2 mm
4,3基本偏差的代号
基本偏差的代号用拉丁字母表示,大写为孔,小写为轴。
孔2个:H.Js
轴6个:f、g、h、JS、k、p。
其中,H代表基准孔,h代表基准轴。
4.4偏差代号
偏差代号规定如下:
孔的上偏差ES;
孔的下偏差El;
轴的上偏差es;
轴的下偏差ei。
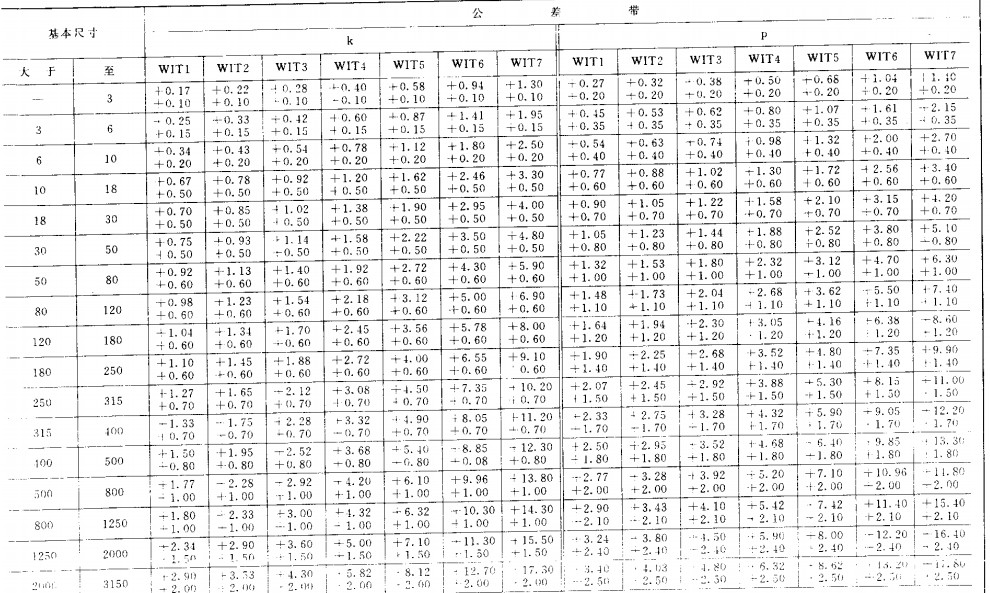
4.5轴的极限偏差
轴的基本偏差:f、g、h为上偏差;
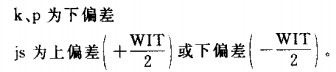
轴的基本偏差计算公式见附录A,轴的基本偏差数值规定于表3。
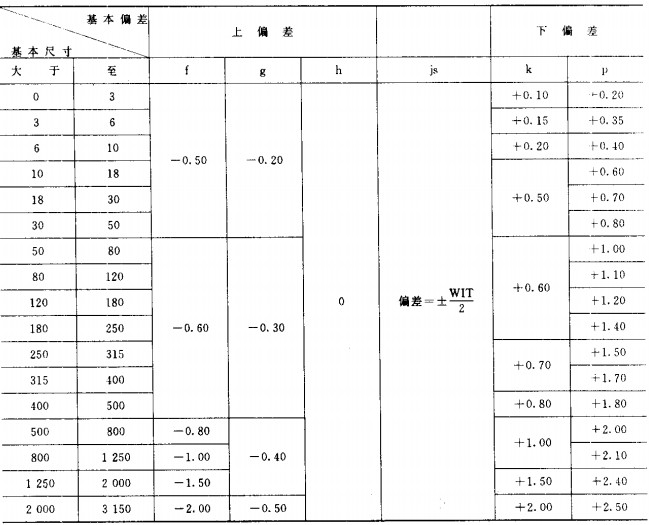
表3轴的基本偏差数值 mm
轴的另一个偏差(下偏差或上偏差).根据轴的基本偏差和标准公差,按以下代数式计算:
或 
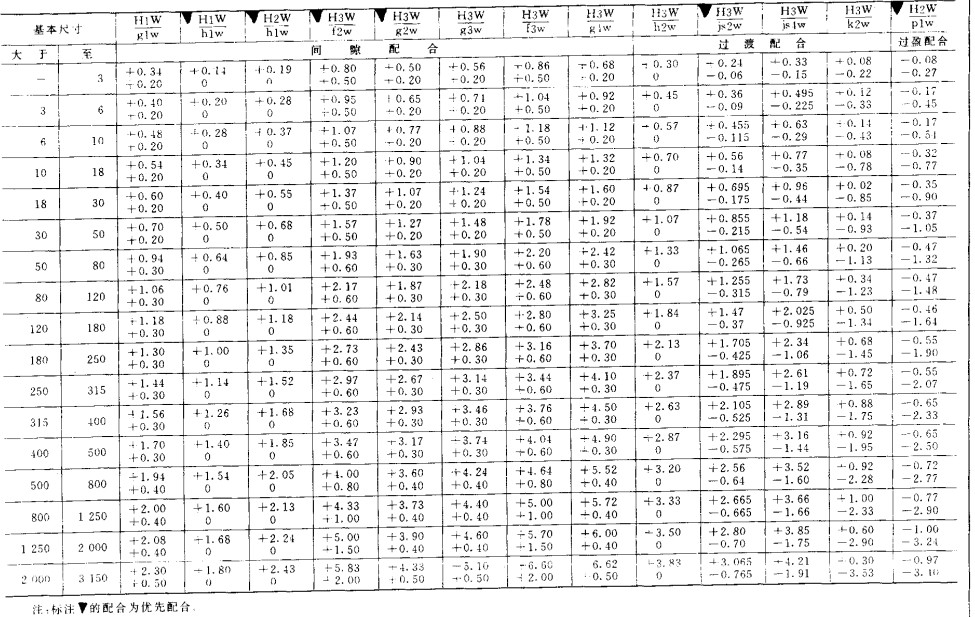
轴的极限偏差数值见表4。
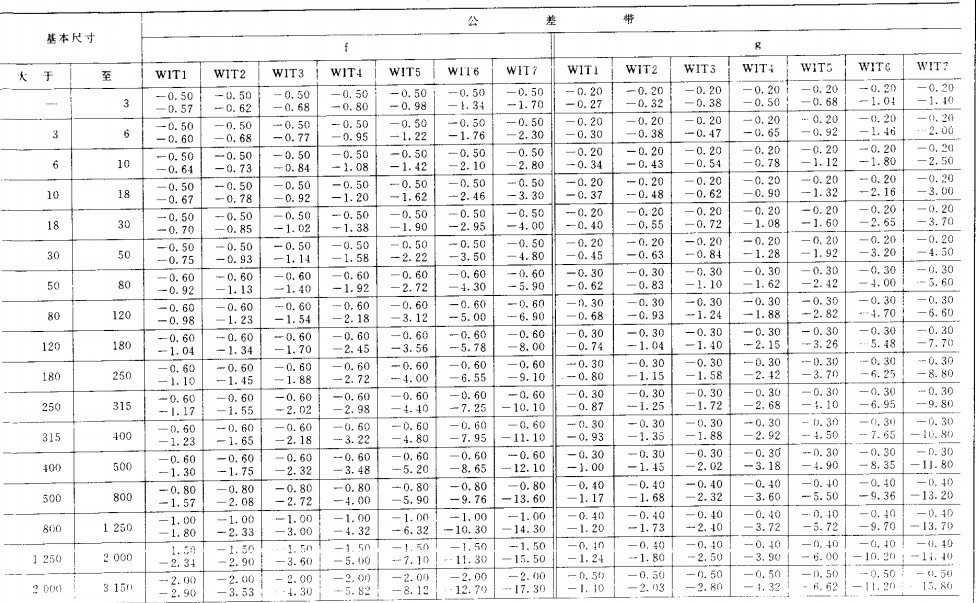
表4 轴的极限偏差 mm
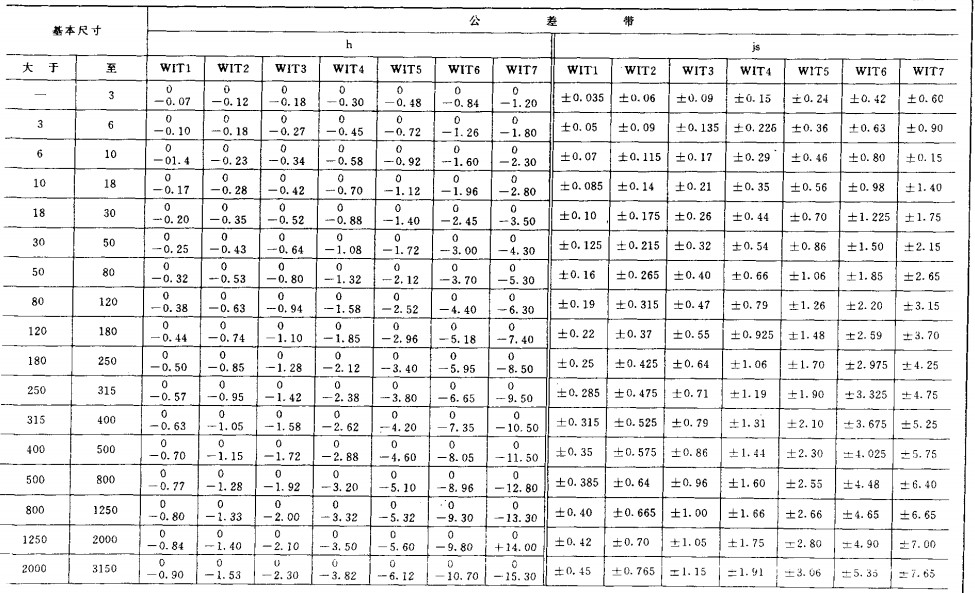
续表4 mm
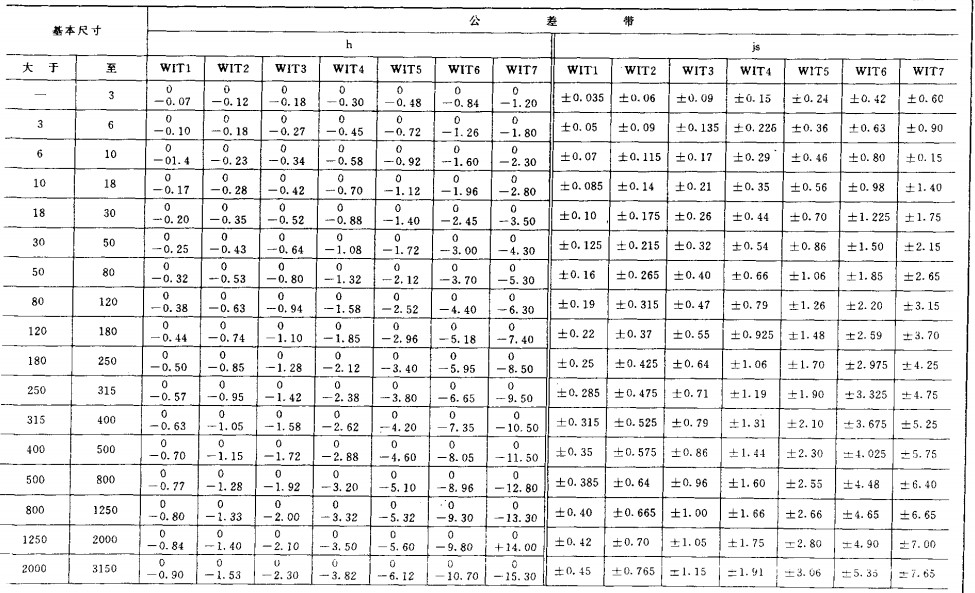
续表4
4.6孔的极限偏差
孔的基本偏差:H为下偏差,H为零,即E1=O;
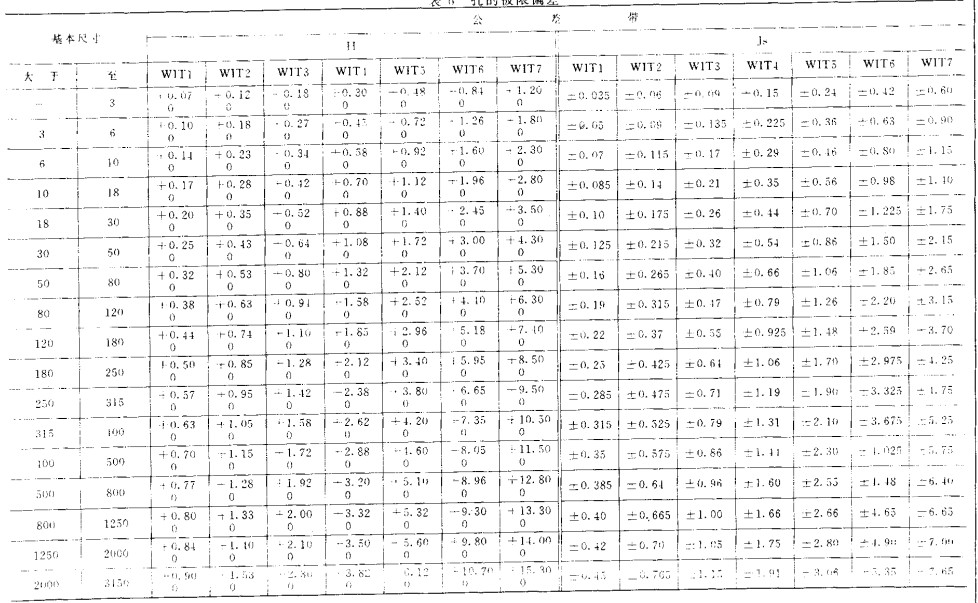
孔的极限偏差数值见表6。
表6 孔的极限偏差 mm
4.7公差带代号
孔、轴公差带代号用基本偏差代号与公差等级代号组成。
例如:H2W、Js3W等为孔的公差带代号;
h2w、f3w、p6w等为轴的公差带代号。
表示方法可用以下示例之一:

4.8基准制
本标准规定有基孔制和基轴制。在一般情况下,优先采用基孔制。如有特殊需要,允许将任一孔、轴公差组成配合,,
4.9配合代号
用孔、轴公差带的组合表示,写成分数形式,分子为孔的,分母为轴的。

4. 10配合分类
本标准的再!合有三类,即间隙配合、过渡配合和过盈配合。属于哪~类配合取决于孔、轴公差带的相互关系。
基孔制(基轴制)中:
f、g、h(H)用于间隙配合;
k.p用于过渡配合或过盈配合。
注:以幕孔制为例,轴的基本偏差(此时为下偏差)的绝对值大干或等于孔的标准公差时-为过盈配合,反之,刚为过被配台。妞46E13W/p2w为过盈配台}+6H3W/k2w为过渡配台。
4. 11 温度及术材含水率条件
本标准规定的公差值均以标准温度(20士2)(:时测嚣为准,产品的木材含水率应符合GB/T 332.1中3.4.1l条的规定。
5 孔、轴公差带与配合
5.1优先、常用和一般用途的轴公差带规定如下,相应的极限偏差见表4。圆圈中的轴公差带为优先的;方框中的轴公差带为常用的。
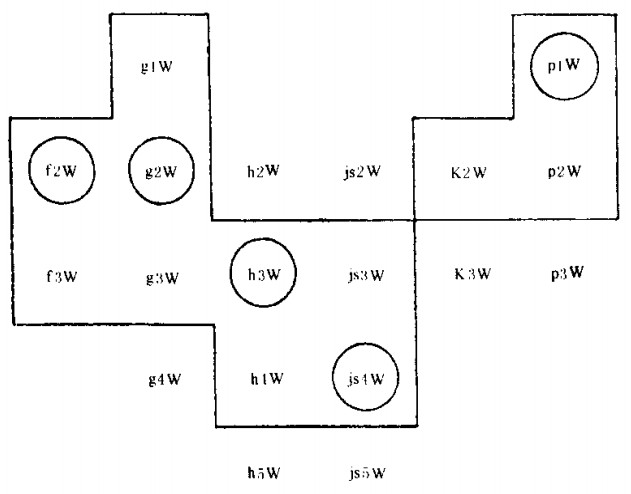
5.2优先、常用和一般用途的孔公差带规定如下,相应的极限偏差见表6。圆圈中的孔公差带为优先的;方框中的孔公差带为常用的。
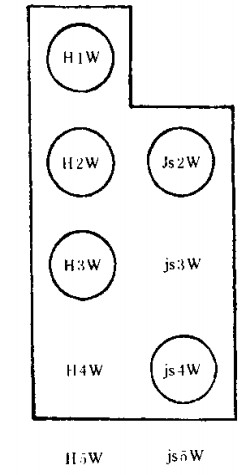
5.3幕孔制优先和常用配合规定于表7(表中表示极限间隙或极限过盈)。
表7 基孔制优先和常用配合
6未注公差尺寸的极限偏差/沙发疲劳测试仪

附 录A
标准公差及基本偏差的计算公式
(参考件)
A1 基本尺寸分段的计算值
在计算桥准公差和基本偏差时,公式中的力用每一尺寸分段中首尾两个尺寸的几何平均值。但在小于或等于3mm这一尺寸分段中,用l和3的几何平均埴f1X3。
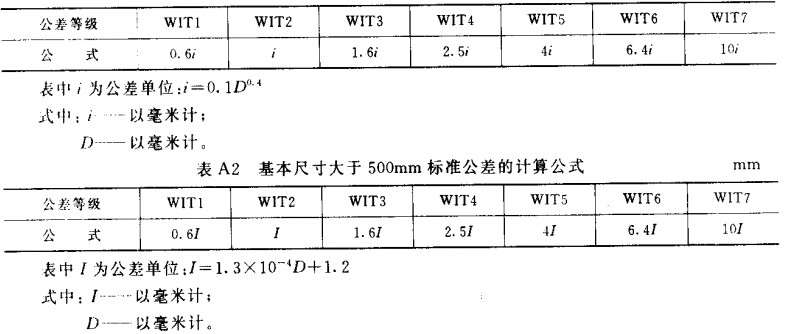
A2标准公差的计算式
基本尺寸小于或等于500mm和基本尺寸大于500mm的标准公差计算公式分别列入表A1和表A2。
表A3轴的基本偏差计算公式 mm
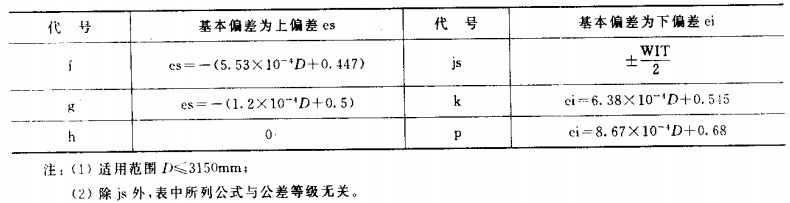
A4特殊情况
当有特殊需要时,允许按本附录提供的公式用插入或延伸的方法计算。
附加说明:
本杯准由全国家具标准化质量检测中心归口。
本标准由南京林业大学负责起草。
本标准{要起草人王晨宝、罗清婉。
相关推荐:沙发疲劳测试仪